
Valley Fastener Group manufactures a variety of solid rivets, including stainless steel, copper, aluminum, brass and steel flat head rivets. A solid rivet has a manufactured head on one end and a solid shank on the other end. The shank of the rivet can be produced with a straight cut-off or a chamfered cut-off end. A die point can be manufactured into the shank end to aid alignment during assembly. Common head styles are oval, truss, round, button, universal, pan, countersunk and flat.
Aluminum solid rivets are the strongest rivets used in fastened joints. Secondary heat treatment (anneal) to the rivet can make the rivet more ductile prior to clinching in certain applications. Rivets can be hardened for some applications to improve strength and durability. Rivet plating and coating options are selected dependent on the application. Many solid rivets are ordered with a plain finish as they are painted after assembly.
Solid Rivet Head Styles
VFG manufactures solid rivets with a variety of head styles in addition to flat heads.
- Flat Head Rivets
- 90° Countersunk Head Rivets
- Button or Round Head Rivets
- Pan Head Rivets
- Truss Head Rivets
Common materials used for solid rivets:
- Steel
- Stainless steel
- Aluminum
- Brass
- Copper
To fasten the rivet, the end of the shank is impacted, pressed or spun after the rivet has been inserted into a work-piece. A solid head is formed (upset) to create the clinched head of the rivet. When impact or press clinched, the force required to form the clinched head of the rivet swells the entire shank of the rivet to completely fill the work-piece hole. Swelling of the shank occurs most by the clinched head end of the rivet. Spun/orbital/radial rivet clinches require less tonnage to form than impact or pressed rivets; therefore, do not have the same shank swelling capability. Pre-punched or drilled work-piece holes are required for use on most solid rivet applications.
Why use solid rivets?
- High speed assembly. Rivets feed automatically in impact Rivet Machines that cycle in approximately 3/10th of a second
- Material grain flow structure of solid rivets, along with the shank swelling during assembly, creates the strongest riveted joint. High shear strength values
- Permanent fastener that cannot be removed without destroying one of the rivet heads
- Inexpensive alternative to threaded fasteners
- Ease of joint inspection
- Virtually no scrap is produced during the manufacturing process
- Easily adapted for automation

Flat Head Rivets
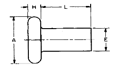
| STANDARD FLAT HEAD RIVET DIMENSIONS | |||||
| Shank Diameter E | Head Diameter A | Head Height H | |||
| Max | Min | Max | Min | Max | Min |
| 0.064 | 0.059 | 0.14 | 0.12 | 0.027 | 0.017 |
| 0.096 | 0.09 | 0.2 | 0.142 | 0.038 | 0.026 |
| 0.127 | 0.121 | 0.26 | 0.182 | 0.048 | 0.036 |
| 0.158 | 0.152 | 0.323 | 0.213 | 0.059 | 0.045 |
| 0.191 | 0.182 | 0.387 | 0.229 | 0.069 | 0.055 |
| 0.222 | 0.213 | 0.453 | 0.427 | 0.08 | 0.065 |
| 0.253 | 0.244 | 0.515 | 0.485 | 0.091 | 0.075 |
| 0.285 | 0.273 | 0.579 | 0.545 | 0.103 | 0.085 |
| 0.316 | 0.304 | 0.614 | 0.607 | 0.113 | 0.095 |
| 0.348 | 0.336 | 0.705 | 0.667 | 0.124 | 0.104 |
| 0.38 | 0.356 | 0.769 | 0.731 | 0.135 | 0.115 |
| 0.411 | 0.396 | 0.834 | 0.79 | 0.146 | 0.124 |
| 0.443 | 0.428 | 0.896 | 0.852 | 0.157 | 0.135 |
Countersunk Head Rivets
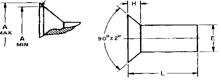
| STANDARD 90 Degree (+/- 2) COUNTERSUNK HEAD RIVET DIMENSIONS | |||||
| Shank Diameter E | Head Diameter A | Head Height H | |||
| Max | Min | Max | Min | Reference | |
| 0.064 | 0.059 | 0.118 | 0.11 | 0.027 | |
| 0.096 | 0.09 | 0.176 | 0.163 | 0.04 | |
| 0.127 | 0.121 | 0.235 | 0.217 | 0.053 | |
| 0.158 | 0.152 | 0.293 | 0.272 | 0.066 | |
| 0.191 | 0.182 | 0.351 | 0.326 | 0.079 | |
| 0.222 | 0.213 | 0.413 | 0.384 | 0.094 | |
| 0.253 | 0.244 | 0.469 | 0.437 | 0.106 | |
| 0.285 | 0.273 | 0.528 | 0.491 | 0.119 | |
| 0.316 | 0.304 | 0.588 | 0.547 | 0.133 | |
| 0.348 | 0.336 | 0.646 | 0.602 | 0.146 | |
| 0.38 | 0.365 | 0.704 | 0.656 | 0.159 | |
| 0.411 | 0.396 | 0.763 | 0.71 | 0.172 | |
| 0.443 | 0.428 | 0.823 | 0.765 | 0.186 | |
Button or Round Head Rivets
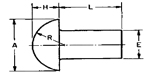
| STANDARD BUTTON OR ROUND HEAD RIVET DIMENSIONS | ||||||
| Shank Diameter E | Head Diameter A | Head Height H | Head Radius R | |||
| Max | Min | Max | Min | Max | Min | Approx |
| 0.064 | 0.059 | 0.122 | 0.102 | 0.052 | 0.042 | 0.055 |
| 0.096 | 0.09 | 0.182 | 0.162 | 0.077 | 0.065 | 0.084 |
| 0.127 | 0.121 | 0.235 | 0.215 | 0.1 | 0.088 | 0.111 |
| 0.158 | 0.152 | 0.29 | 0.268 | 0.124 | 0.11 | 0.138 |
| 0.191 | 0.182 | 0.348 | 0.322 | 0.147 | 0.133 | 0.166 |
| 0.222 | 0.213 | 0.405 | 0.379 | 0.172 | 0.158 | 0.195 |
| 0.253 | 0.244 | 0.46 | 0.43 | 0.196 | 0.18 | 0.221 |
| 0.285 | 0.273 | 0.518 | 0.484 | 0.22 | 0.202 | 0.249 |
| 0.316 | 0.304 | 0.572 | 0.538 | 0.243 | 0.225 | 0.276 |
| 0.348 | 0.336 | 0.63 | 0.592 | 0.267 | 0.247 | 0.304 |
| 0.38 | 0.365 | 0.684 | 0.646 | 0.291 | 0.271 | 0.332 |
| 0.411 | 0.396 | 0.743 | 0.699 | 0.316 | 0.294 | 0.358 |
| 0.443 | 0.428 | 0.798 | 0.754 | 0.339 | 0.317 | 0.387 |
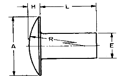
Pan Head Rivets

| STANDARD PAN HEAD RIVET DIMENSIONS | ||||||||
| Shank Diameter E | Head Diameter A | Head Height H | Head Corner Radius 1 | Head Side Radius 2 | Head Crown Radius 3 | |||
| Max | Min | Max | Min | Max | Min | Approximates | ||
| 0.064 | 0.059 | 0.118 | 0.098 | 0.04 | 0.03 | 0.019 | 0.052 | 0.217 |
| 0.096 | 0.09 | 0.173 | 0.153 | 0.06 | 0.048 | 0.03 | 0.08 | 0.326 |
| 0.127 | 0.121 | 0.225 | 0.205 | 0.078 | 0.066 | 0.039 | 0.106 | 0.429 |
| 0.158 | 0.152 | 0.279 | 0.257 | 0.096 | 0.082 | 0.049 | 0.133 | 0.535 |
| 0.191 | 0.182 | 0.334 | 0.308 | 0.114 | 0.1 | 0.059 | 0.159 | 0.641 |
| 0.222 | 0.213 | 0.391 | 0.365 | 0.133 | 0.119 | 0.069 | 0.186 | 0.754 |
| 0.253 | 0.244 | 0.444 | 0.414 | 0.151 | 0.135 | 0.079 | 0.213 | 0.858 |
| 0.285 | 0.273 | 0.499 | 0.465 | 0.17 | 0.152 | 0.088 | 0.239 | 0.963 |
| 0.316 | 0.304 | 0.552 | 0.518 | 0.187 | 0.169 | 0.098 | 0.266 | 1.07 |
| 0.348 | 0.336 | 0.608 | 0.57 | 0.206 | 0.186 | 0.108 | 0.292 | 1.176 |
| 0.38 | 0.365 | 0.663 | 0.625 | 0.225 | 0.205 | 0.118 | 0.319 | 1.286 |
| 0.411 | 0.396 | 0.719 | 0.675 | 0.243 | 0.221 | 0.127 | 0.345 | 1.392 |
| 0.443 | 0.428 | 0.772 | 0.728 | 0.261 | 0.239 | 0.137 | 0.372 | 1.5 |
Truss Head Rivets
| STANDARD TRUSS HEAD RIVET DIMENSIONS | ||||||
| Shank Diameter E | Head Diameter A | Head Height H | Head Radius R | |||
| Max | Min | Max | Min | Max | Min | Approx |
| 0.096 | 0.09 | 0.226 | 0.206 | 0.038 | 0.026 | 0.239 |
| 0.127 | 0.121 | 0.297 | 0.277 | 0.048 | 0.036 | 0.314 |
| 0.158 | 0.152 | 0.368 | 0.348 | 0.059 | 0.045 | 0.392 |
| 0.191 | 0.182 | 0.442 | 0.422 | 0.069 | 0.055 | 0.47 |
| 0.222 | 0.213 | 0.515 | 0.495 | 0.08 | 0.066 | 0.555 |
| 0.253 | 0.244 | 0.59 | 0.56 | 0.091 | 0.075 | 0.628 |
| 0.285 | 0.273 | 0.661 | 0.631 | 0.103 | 0.085 | 0.706 |
| 0.316 | 0.304 | 0.732 | 0.702 | 0.113 | 0.095 | 0.784 |
| 0.348 | 0.336 | 0.806 | 0.776 | 0.124 | 0.104 | 0.862 |
| 0.38 | 0.365 | 0.878 | 0.848 | 0.135 | 0.115 | 0.942 |
| 0.411 | 0.396 | 0.949 | 0.919 | 0.145 | 0.123 | 1.028 |
| 0.443 | 0.428 | 1.02 | 0.99 | 0.157 | 0.135 | 1.098 |
Ready to start your next rivet order? If you’d like to learn more, Click here.
